动势 知识 +
做平衡校正的目的
![]() 降低振动
降低振动
![]() 减少噪音
减少噪音
![]() 延长产品寿命
延长产品寿命
![]() 提高产品品质
提高产品品质
![]() 满足客户需求
满足客户需求
不平衡的原因
![]() 结构公差
结构公差
---ex:铸造、加工、射出及组装等。
![]() 材料变化
材料变化
---ex:氧化、密度及研磨抛光等。
![]() 几合上的不对称
几合上的不对称
---ex:变型、尺寸变更、气流造成的变形、温度造成的热胀冷缩。
如何做平衡校正-透过仪器
如何做平衡校正-相位变化
如何做平衡校正-xxxxx
砂轮动平衡原理
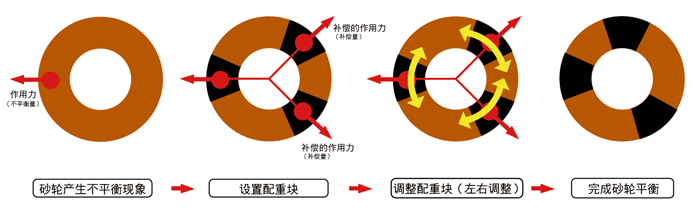
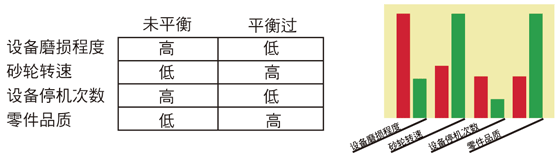
砂轮平衡的过程主要是透过操作者在砂轮法兰上设置配重块来使砂轮平衡,透过仪器的辅助可使操作者,缩短平衡时间,仪器也提供精确的调整值工操作者调整,也更能准确的调整到操作者的容许范围,如此也使砂轮的使用寿命得以延长。
砂轮在运作时,处于不平衡的状态下,振动将会持续的传递到其他的机械零件、设备,进而使这些机械零件、设备的运作状态变差或是损坏。另外,由于主轴和轴承的振动会使磨头的性能降低,如此也进而影响加工品的品质。
砂轮平衡对设备运作的影响
转子的原理
机械中包含着大量以旋转来运动的零组件,例如各种传动轴、主轴、电动机和汽轮机的转子等,这些统称为回转体。
在理想的情况下回转体旋转时与不旋转时,对轴承产生的压力是一样的,这样的回转体是平衡的回转体。
但工程中的各种回转体,由于材质不均匀或毛坯缺陷、加工及装配中产生的误差,甚至设计时具有非对称的几何形状等多种因素,使得回转体在旋转时,其表面每个微小质点产生的离心惯性力不能相互抵消,离心惯性力通过轴承作用到机械上,引起了振动,产生噪音,而加速轴承磨损,缩短了机械寿命,严重时能造成破坏性事故。
为此,必须对转子进行平衡,使其达到容许的平衡精度,产生的机械振动幅度也降在允许的范围内
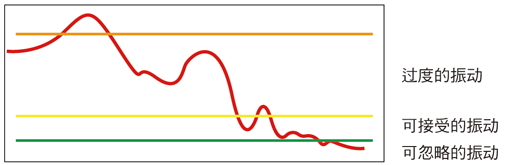
造成振动的原因
![]() 材料的不完美均质、制造上精度限制、使用后磨损等因素,致运转的物体产生振动。 [依物理学,旋转中物体的振动,是呈现正弦波形。 ]
材料的不完美均质、制造上精度限制、使用后磨损等因素,致运转的物体产生振动。 [依物理学,旋转中物体的振动,是呈现正弦波形。 ]
![]() 在转动机械上所量测到的振动波形,是许多零件的综合振动。
在转动机械上所量测到的振动波形,是许多零件的综合振动。
振动破坏的方式
![]() 一般转动机械在600~120,000CPM之间为疲劳破坏,采用与「频率」成正比的「速度」为量测单位。
一般转动机械在600~120,000CPM之间为疲劳破坏,采用与「频率」成正比的「速度」为量测单位。
![]() 低频(通常在600 CPM以下)为位移破坏,以「位移」为量测单位。
低频(通常在600 CPM以下)为位移破坏,以「位移」为量测单位。
![]() 高频(通常在120,000 CPM以上)为作用力破坏,以「加速度」为量测单位。
高频(通常在120,000 CPM以上)为作用力破坏,以「加速度」为量测单位。
振动三要素
振动诊断方法
![]() 绝对判定:
绝对判定:
---以某种绝对基准作判断依据,常见的有ISO、VDI、API等。
![]() 相对判定:
相对判定:
---定期测定设备的同一位置,以判断此值是否为正常值,通常以使用初期值为准。依统计学方式以历史平均值的正负三个标准差为正常数值区域,作为进一步的简易判定。
![]() 频谱分析:
频谱分析:
---将测量所得之振动,利用傅立叶转换(Fast Fourier transform)分解成不同零件各自的振动波形,可由频率的分布判断发生振动的来源;如转轴或轴承。
![]() 相位分析:
相位分析:
---将测量所得之振动,分解成不同零件各自的振动波形后,由频率的相位差异判断发生振动的模式;如转轴变形或转轴对心不良。
频谱图
依物理学,旋转中物体的振动,是呈现正弦波形。在转动机械上所量测到的振动波形,是许多零件的综合振动。利用数学方法,可以将合成振动,利用数学方法(傅立叶转换)分解成不同零件各自的正弦波形振动。
如图中,(a)为由机械所量测之总振动,可以分解成不同转速频率的振动。 (b)图中的正弦波,由右侧方向观察,其端视图为(c),亦即所谓的频谱图。
频谱图的横轴代表转速的频率,纵轴表振动量。若在机械主轴转速的频率出现高峰图形,表示转轴发生大的振动量。若在倍数于主轴转速处出现高峰,而其倍数为叶轮数,代表叶轮为振动来源。若在频率极高区域出现高峰,则一般为轴承发生问题。
振动频谱
振动频谱
振动传感器
传感器是一种物理装置,能够探测、感受外界的信号,并将探知的信息传递给其他装置。

振动传感器
能感受机械运动振动的量(如振动速度、频率、加速度等)并转换成可用输出的信号。
测试系统的最前端是传感器,它是整个测试系统的灵魂,被世界各国列为尖端技术,传感器的发展提供了良好与可靠的科学技术。能感受機