動勢 知識 +
做平衡校正的目的
![]() 降低振動
降低振動
![]() 減少噪音
減少噪音
![]() 延長產品壽命
延長產品壽命
![]() 提高產品品質
提高產品品質
![]() 滿足客戶需求
滿足客戶需求
不平衡的原因
![]() 結構公差
結構公差
---ex:鑄造、加工、射出及組裝等。
![]() 材料變化
材料變化
---ex:氧化、密度及研磨拋光等。
![]() 幾合上的不對稱
幾合上的不對稱
---ex:變型、尺寸變更、氣流造成的變形、溫度造成的熱脹冷縮。
如何做平衡校正-透過儀器
如何做平衡校正-相位變化
如何做平衡校正-
砂輪動平衡原理
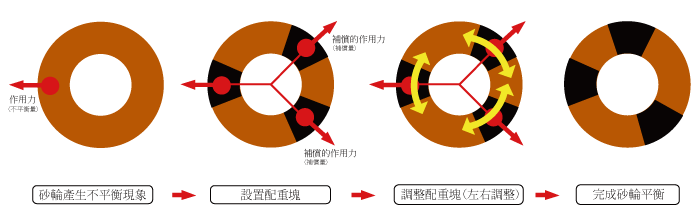
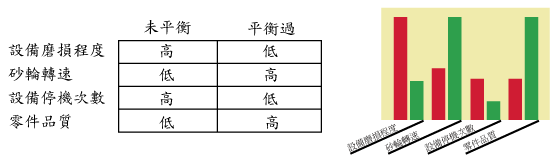
砂輪平衡的過程主要是透過操作者在砂輪法蘭上設置配重塊來使砂輪平衡,透過儀器的輔助可使操作者,縮短平衡時間,儀器也提供精確的調整值工操作者調整,也更能準確的調整到操作者的容許範圍,如此也使砂輪的使用壽命得以延長。
砂輪在運作時,處於不平衡的狀態下,振動將會持續的傳遞到其他的機械零件、設備,進而使這些機械零件、設備的運作狀態變差或是損壞。另外,由於主軸和軸承的振動會使磨頭的性能降低,如此也進而影響加工品的品質。
砂輪平衡對設備運作的影響
轉子的原理
機械中包含著大量以旋轉來運動的零組件,例如各種傳動軸、主軸、電動機和汽輪機的轉子等,這些統稱為迴轉體。
在理想的情況下迴轉體旋轉時與不旋轉時,對軸承產生的壓力是一樣的,這樣的迴轉體是平衡的迴轉體。
但工程中的各種迴轉體,由於材質不均勻或毛坯缺陷、加工及裝配中產生的誤差,甚至設計時具有非對稱的幾何形狀等多種因素,使得迴轉體在旋轉時,其表面每個微小質點產生的離心慣性力不能相互抵消,離心慣性力通過軸承作用到機械上,引起了振動,產生噪音,而加速軸承磨損,縮短了機械壽命,嚴重時能造成破壞性事故。
為此,必須對轉子進行平衡,使其達到容許的平衡精度,產生的機械振動幅度也降在允許的範圍內。
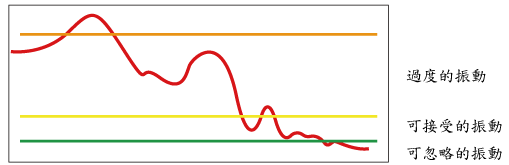
造成振動的原因
![]() 材料的不完美均質、製造上精度限制、使用後磨損等因素,致運轉的物體產生振動。[依物理學,旋轉中物體的振動,是呈現正弦波形。]
材料的不完美均質、製造上精度限制、使用後磨損等因素,致運轉的物體產生振動。[依物理學,旋轉中物體的振動,是呈現正弦波形。]
![]() 在轉動機械上所量測到的振動波形,是許多零件的綜合振動。
在轉動機械上所量測到的振動波形,是許多零件的綜合振動。
振動破壞的方式
![]() 一般轉動機械在600∼120,000CPM之間為疲勞破壞,採用與「頻率」成正比的「速度」為量測單位。
一般轉動機械在600∼120,000CPM之間為疲勞破壞,採用與「頻率」成正比的「速度」為量測單位。
![]() 低頻(通常在600 CPM以下)為位移破壞,以「位移」為量測單位。
低頻(通常在600 CPM以下)為位移破壞,以「位移」為量測單位。
![]() 高頻(通常在120,000 CPM以上)為作用力破壞,以「加速度」為量測單位。
高頻(通常在120,000 CPM以上)為作用力破壞,以「加速度」為量測單位。
振動三要素
振動診斷方法
![]() 絕對判定:
絕對判定:
---以某種絕對基準作判斷依據,常見的有ISO、VDI、API等。
![]() 相對判定:
相對判定:
---定期測定設備的同一位置,以判斷此值是否為正常值,通常以使用初期值為準。依統計學方式以歷史平均值的正負三個標準差為正常數值區域,作為進一步的簡易判定。
![]() 頻譜分析:
頻譜分析:
---將測量所得之振動,利用傅立葉轉換(Fast Fourier transform)分解成不同零件各自的振動波形,可由頻率的分佈判斷發生振動的來源;如轉軸或軸承。
![]() 相位分析:
相位分析:
---將測量所得之振動,分解成不同零件各自的振動波形後,由頻率的相位差異判斷發生振動的模式;如轉軸變形或轉軸對心不良。
頻譜圖
依物理學,旋轉中物體的振動,是呈現正弦波形。在轉動機械上所量測到的振動波形,是許多零件的綜合振動。利用數學方法,可以將合成振動,利用數學方法(傅立葉轉換)分解成不同零件各自的正弦波形振動。
如圖中,(a)為由機械所量測之總振動,可以分解成不同轉速頻率的振動。(b)圖中的正弦波,由右側方向觀察,其端視圖為(c),亦即所謂的頻譜圖。
頻譜圖的橫軸代表轉速的頻率,縱軸表振動量。 若在機械主軸轉速的頻率出現高峰圖形,表示轉軸發生大的振動量。 若在倍數於主軸轉速處出現高峰,而其倍數為葉輪數,代表葉輪為振動來源。若在頻率極高區域出現高峰,則一般為軸承發生問題。
振動頻譜
振動頻譜

振動傳感器
傳感器是一種物理裝置,能夠探測、感受外界的信號,並將探知的信息傳遞給其他裝置。

振動傳感器
能感受機械運動振動的量(如振動速度、頻率、加速度等)並轉換成可用輸出的信號。
測試系統的最前端是傳感器,它是整個測試系統的靈魂,被世界各國列為尖端技術,傳感器的發展提供了良好與可靠的科學技術。